








The Critical Role of Dyne Level Testing in AG, AR, and AF Coating Processes
The dyne value test for cover glass (such as protective glass for mobile phones, tablets, automotive displays, etc.) is mainly used to evaluate the surface energy/surface tension of the glass (the unit is usually mN/m or dyne/cm, both of which are equal) to determine whether its wettability and adhesion to subsequent processes (such as ink printing, UV adhesive, coating, OCOCA adhesion, screen printing borders, etc.) are sufficient.

Why is dyne testing necessary for cover glass?
- The surface energy of naturally clean glass is typically around 34–40 mN/m (close to the value of glass under natural conditions).
- However, many downstream processes (such as screen printing black/white border inks, primer coating before AF/AG/AR coating, adhesive bonding, etc.) require a surface tension ≥36–42 mN/m, or even higher (some high-requirement processes require ≥44–50).
- If the dyne value is too low, problems such as ink runoff, edge shrinkage, poor adhesion, and coating peeling may occur.
Common testing methods (dyne pen/dyne solution method)
This is the most commonly used and fastest on-site testing method in the cover glass industry, and the reference standard is close to ISO 8296 or similar surface tension testing specifications for plastics/non-porous materials.
Operating Steps (Dyne Pen Method):
Preparation:
- Environment: Temperature 18–25℃, Humidity 40–60% RH (too high or too low humidity will affect the judgment).
- Sample: Ensure the glass surface is clean, free of fingerprints, oil, and dust (usually wiped with a lint-free cloth and alcohol, then air-dried).
- Tools: A set of dyne pens (common range 30–56 or higher, one pen for every 2 mN/m, such as 32, 34, 36, 38, 40, 42, 44, etc.).
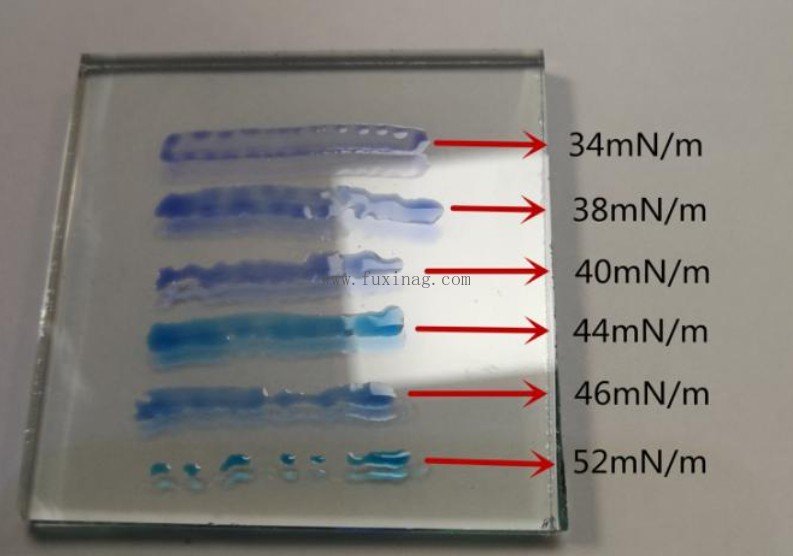
Testing Procedure (Dichotomy or Incremental Method):
- Start with the midpoint value (e.g., 38 or 40 mN/m).
- Press the dyne pen vertically and lightly onto the glass surface, drawing a straight line approximately 3–10 cm long at a uniform speed (do not apply too much pressure to avoid scratching).
- Immediate Observation (focus on behavior within 2 seconds):
- If the ink line remains continuous, flat, does not shrink, and does not bead up → Surface tension ≥ pen value → Use a higher-level pen to continue testing.
- If the ink line shrinks, narrows, breaks, or shrinks into a small bead within 2 seconds → surface tension < the pen value → repeat the test with a lower-level pen.
- Repeat until a critical value is found: the highest pen value that remains essentially continuous without shrinkage within 2 seconds is the dyne value of the glass (accurate to 2 mN/m).
Examples of judgment (common requirements for cover glass):
- Ordinary screen-printed border ink: typically requires ≥ 36–38 mN/m.
- High adhesion requirements (such as certain optical adhesives, AF pretreatment): ≥ 40–44 mN/m.
- Some high-end AG/anti-fingerprint processes: even require ≥ 46–50 (often requiring plasma or UV ozone treatment to achieve).
Notes
- Testing should be performed as soon as possible after treatment (the surface energy of plasma/UV ozone/flame treatments decays over time, especially noticeably within hours to 1-2 days).
- Glass is more hydrophilic than plastic, but coatings, polishing oils, and residual protective films can significantly reduce surface energy.
- Surface energy may vary between different areas (center vs. edge, coated area vs. uncoated area), so multiple tests are recommended.
- Dyne pens have an expiration date (usually 6-12 months); expired or evaporated dyne pens will be inaccurate.
- A more accurate method is to use a contact angle meter + water/diiodomethane to test the Owens-Wendt method for surface energy calculation, but dyne pens are generally used in practice.